FCR Boiler Economizer Series

Fin Coil Recovery
The FCR (Fin Coil Recovery) is a custom-designed heat exchanger which can be installed in confined areas and is offered in stainless steel, carbon steel, or AL-FUSE™ finned tubing. Design flexibility allows specific engineering requirements to be met such as fin spacing for fouling conditions and low gas pressure drops.
Combustion Sources
Steam boilers, hot water boilers, hot oil heaters, combustion sources with round stack diameters 4" to 36" and a maximum liquid flow rate of 50 gpm.
Boiler Exhaust Application
Capacity: 40 to 500 BHP (50 to 10,000 SCFM)
Entering Gas Temps: up to 800°F
Heat Sink Types: boiler feedwater, process water, thermal fluids, run-around systems
- Internal thermal expansion design
- Cylindrical heat transfer coil(s) design
- Mounting flanges for bolting to mating flanges
- Quick release tension latches
- Stainless steel internal bypass
- Condensate drain catch ring assembly
- Hinged stainless steel access door panels
- Vertical or horizontal installation
- Exclusive manual or timed automatic ring-type sootblower assembly
- Stack corrosion control assembly including temperature-regulated modulating exhaust gas bypass and remote indicators
- Circulating pump kit to maintain desired liquid flow rate
- Vertical pressurized storage tank, to create a “bulge” or temporary heat sink in the event of no-water-flow conditions
- Liquid temperature control assembly including temperature-regulated modulating exhaust gas bypass and remote indicators
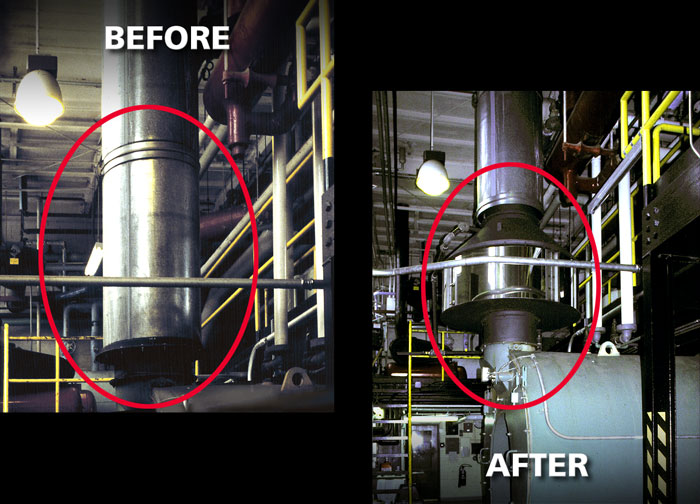
Before and After
A Cain Industries FCR boiler economizer can often be installed in-line with your existing stack, resulting in a relatively quick and cost-efficient installation process with minimal retrofitting, labor, materials, and down time. Generally, because of their lighter weight and smaller size, the FCR requires little, if any, additional support (usually suspended from the ceiling). In applications where additional support is required, Cain Industries can offer a structural support stand. Economical in-line installation... Another Cain Advantage.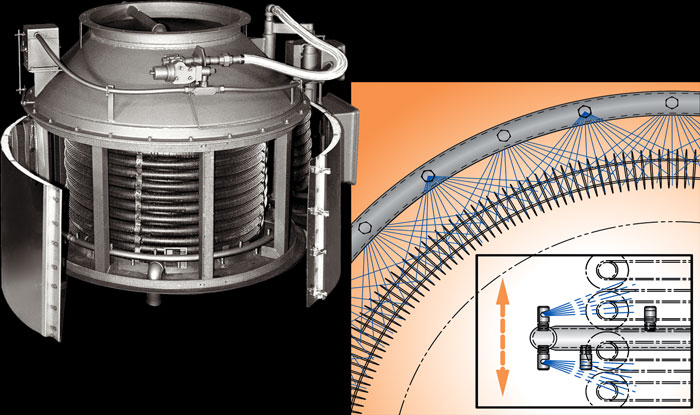
Timed Automatic Sootblower (optional)
The exclusive Cain Industries Timed Automatic Sootblower design is applied where the sulfur content is high and/or combustion efficiency is poor. When a soot layer accumulates on the heating surface to a thickness of 1/8", fuel consumption is increased by 8.5%. The sootblower is also applied when it is not cost-effective to open inspection doors and clean the exchanger by other means. The sootblower system will continually keep the heating surface at a high performance level and eliminate the day-to-day operator expense and operation down time.
The blowdown sequence occurs while the boiler is in full operation and is fully adjustable. The special flood-jet type nozzles achieve maximum cleaning velocity using steam or air as discharged through an electric control valve.
Together they form a “continuous knife edge concentrated spray pattern” surrounding the heating surface. This “ring nozzle assembly” is attached to a manifolded flexible steel hose assembly and powered up and down by a pneumatic drive cylinder. Dual timing relays allow complete control for cycle duration and interval specific to each application. The final results are a controlled double cleaning action, insuring that the maximum Btu recovery and anticipated savings are achieved.